jinxin015@ojinxin.com
jinxin015@ojinxin.com  15886350026
15886350026
您的位置:首頁» 產品常識» 硬質合金鋸齒片的刀具角度怎么選?
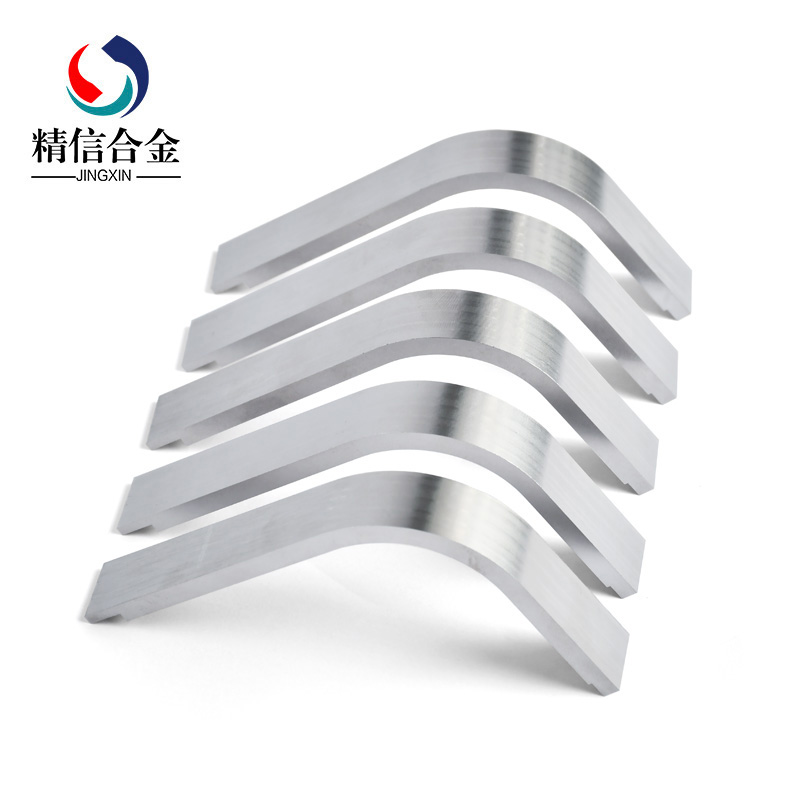
硬質合金鋸齒片的側角其實基本是通用。側后角一般在2.5°—3°之間,砂輪新與舊砂輪起到微量變化,但側前角最佳在0.75°,最大不允許大于1°,側角磨削完全是根據合金厚度選擇合理砂輪直徑才能磨出夠好角度。當然選好砂輪直徑外,必需注意砂輪中心與合金邊緣線形成直線,否則角度無法磨出來,這里與操作工經驗或設備刻度調節有關系。

后角一般取用15°,視不同切削物也可以增至18°,一般后角不宜過大,否則加大磨削力造成砂輪圓角磨不出精度。當然,后角增大刀具鋒利,但耐磨性差,反之耐磨性能佳,后角純視你要求而定角度,略有變化對刀具質量不會影響使用。但后刃角不適宜過大,過大了刀具不耐磨,易斷齒,砂輪易產生圓角,后刃角容易產生弧線,健議取用11°—13°為宜。
前角根據切削工件及切削速度有關。前角越大切削速度越快,反之越慢。切削金屬材料前角不宜超于8°,薄金屬該負3°,切削塑性材料時必須具有刃前角,以便排屑。刃前角越大形成一邊主刀刃,另一邊失去其切削意義,故刃前角夠好為3°,最大不宜9°,硬質合金鋸齒片前角及刃前角是鋸片磨削最為關健一環,主刀刃及副刀刃是否精確磨出來,也是硬質合金鋸齒片刀具耐用度的主要關健因素。

金信硬質集團被納入2024年株洲重點觀摩項目
亮進度、曬成績!2024年株洲市打造“三個高地”二季度講評會之重點項目觀摩活動舉行,市委書記曹慧泉,市委副書記、市長陳恢清分別率隊觀摩。市領導何恩廣、劉光躍、聶方紅、楊英杰、江小忠、羅紹昀、劉亞亮、羅
2024/8/12
- 株洲金信喊你過端午!粽香里的企業溫度,與你共赴美好 “食” 光~2025/5/30
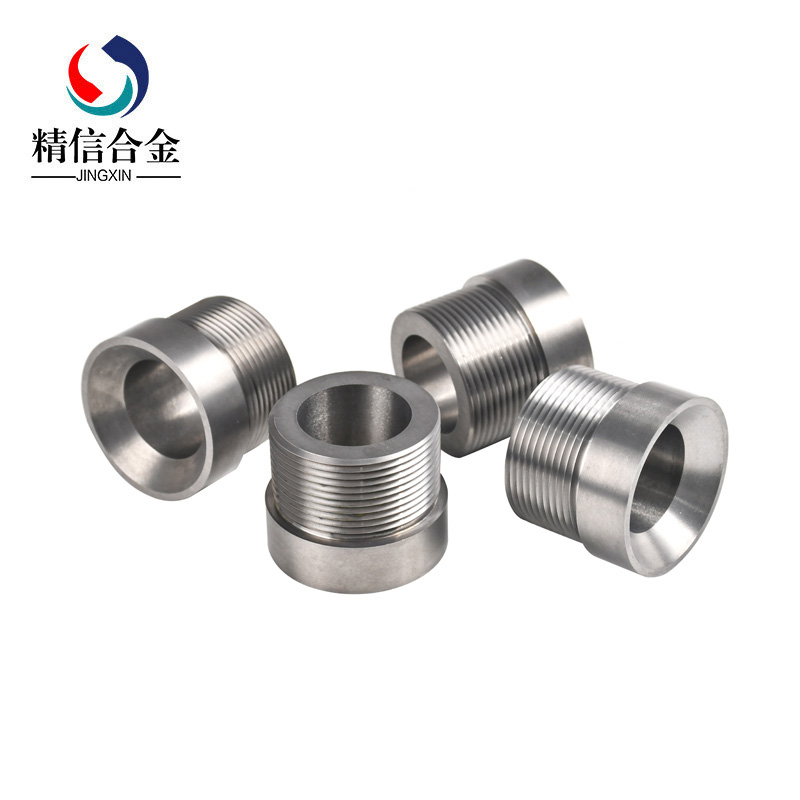
- 硬質合金閥座:高壓密封場景的耐磨核心解決方案2025/5/27
- 五一勞動節 | 致敬每一位奮斗的金信人2025/5/12
- 鎢鋼和高鎢合金它們之間的區別2025/4/29
- 【調研指導促發展】新華社及市委宣傳部一行蒞臨株洲金信調研硬質合金生產創新成果2025/3/8